


产品展示

优质供应
详细内容
过盈配合液氮冷装配箱
温控系统
a、控温仪表选用人工智能调节器,测量精度为0.1级,具有PID自动调节功能,具有30+20段时间程序控制功能,可设置多条工艺曲线,具有人性化设计的操作方法,易学易用;
b、箱内设有温度传感器,采用PT100型低温铂电阻温度计;
c、系统所有控制都可在控制箱按钮及控制器上完成;
d、 控制系统可编制工艺程序,启动后系统自动执行降温、保温过程,程序完成后自动停止,无需人工干预;
e、配有电气互锁及极限报警装置,确保使用安全。
装配方法有三种:冷装配、热装配及压入装配。
冷装配与热装配、压入装配相比,有如下优点:
1、性: 冷装配过程更,工件不易受损; 热装配的工艺现场温度高,压入装配易使工件损坏。
2、工艺性: 冷装配质量高,工件定心性好,承载能力强; 热装配的质量不易控制,工件易变形,压入装配中零件与基孔结合不牢固。
3、操作性: 冷装配操作简单方便,经济实用; 热装配工艺繁杂,需工人反复对孔径尺寸进行检测,压入装配要求孔和轴的中心线一致。
过盈配合液氮冷装配箱
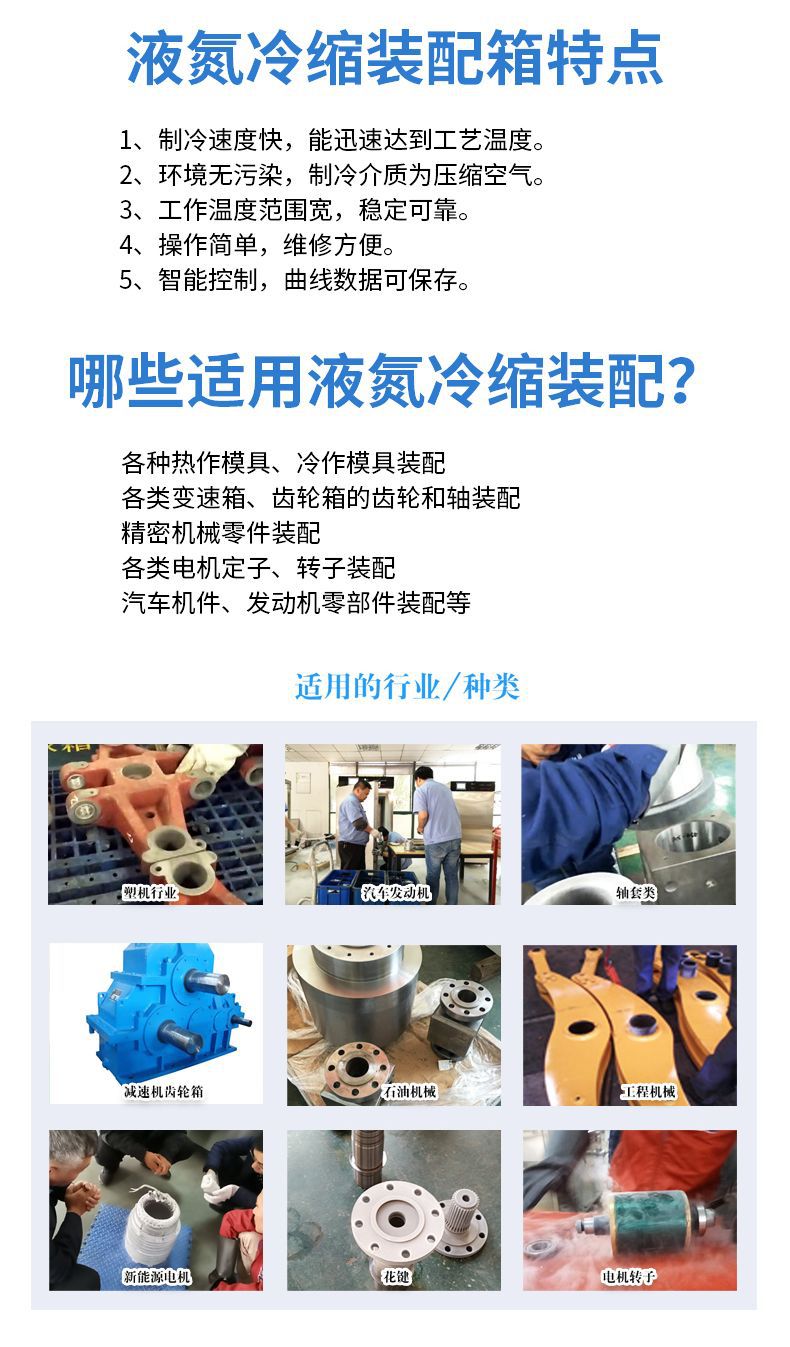
各种热作模具、冷作模具装配
各类变速箱、齿轮箱的齿轮和轴装配
精密机械零件装配
各类电机定子、转子装配
汽车机件、发动机零部件。




过盈配合件是依靠相配件装配以后的过盈量达到紧固联接。装配后.由于材料的弹性变形,使配合面之间产生压力,因此在工作时配合面间具有相当的联擦力来传递扭短或轴向力。过盈配合装配一般属于不可拆卸的固定连接。过盈配合件的装配方法有:(1)人工锤击法,(2)压力机压入法;(3)冷装法,(4)热装法。
1)过盈配合件装配前的检查
过盈配合零件在装配前必须对配合部位进行复检.并做好记录。
(1)过盈量应符合图样或工艺文件的规定。
(2)与轴肩相靠的相关轮或环的端面,以及作为装配基准的轮绿端面,与孔的垂直度偏差应在图样规定的范围内。
(3)相关的圆根、倒角等不得影响装配。
(4)配合表面水准有棱刺、锈斑或擦伤。
(5)当包容件的孔为盲孔时,其装入的被包容件必须有排气孔或槽,否则不准进行装配。
(6)具有键联接的配合件.装配前必须对轴槽、孔槽的位置与研配的键进行复检,正确无误后方可进行装配。
热装配工艺繁杂,需工人反复对孔径尺寸进行检测;压入装配要求孔和轴的中心线一致。
无锡中亚深冷装配箱的优势:
1、具有极限的低温温度达-196℃,能满足冷装配工艺的温度要求。
2、采用智能控温系统,可根据工艺需求设定所需温度参数、降温速度及保温时间,具有工艺记录和远程监控功能。
3、设备采用的液氮分散技术以及独特的冷风循环系统,充分利用液氮冷能,使工件均匀、稳定、快速地降温。




