


ВњЦЗеЙЪО
ШШЫмадЫмСЯ ШлЬхСїЖЏЫйТЪВтЖЈвЧ
ЕуЛїДЮЪ§ЃК28ЗЂВМЪБМфЃК2022/2/7 14:50:17

ИќаТШеЦкЃК2022/2/7 14:50:17
Ыљ дк ЕиЃК
ВњЦЗаЭКХЃКШШЫмадЫмСЯ
гХжЪЙЉгІ
ЯъЯИФкШн
GBT3682-2000 ШШЫмадЫмСЯШлЬхжЪСПСїЖЏЫйТЪКЭШлЬхЬхЛ§СїЖЏЫйТЪЕФВтЖЈ

1ЁЂЗЖЮЇЃК
1.1 БОБъзМЙцЖЈСЫдкЙцЖЈЕФЮТЖШКЭИККЩЬѕМўЯТВтЖЈШШЫмадЫмСЯШлЬхжЪСПСїЖЏЫйТЪ(MFR)КЭШлЬхЬхЛ§СїЖЏЫйТЪ(MVR)ЕФЗНЗЈЁЃЭЈГЃЃЌВтЖЈШлЬхСїЖЏЫйТЪЕФЪдбщЬѕМўгЩБОБъзМв§гУЕФВФСЯБъзМЙцЖЈЁЃШШЫмадЫмСЯЕФвЛАуЪдбщЬѕМўСагкИНТМAКЭИНТМBжаЁЃдкБШНЯЬюГфКЭЗЧЬюГфШШЫмадЫмСЯЪБЃЌШлЬхЬхЛ§СїЖЏЫйТЪЪЧКмгагУЕФЁЃШчЙћжЊЕРЪдбщЮТЖШЯТЕФШлЬхУмЖШЃЌдђПЩвдгУздЖЏВтСПзАжУВтЖЈШлЬхСїЖЏЫйТЪЁЃ
БОЗНЗЈВЛЪЪгУгкСїБфааЮЊЪмЫЎНтЁЂЫѕОлЛђНЛСЊгАЯьЕФШШЫмадЫмСЯЁЃ
1.2 ШШЫмадЫмСЯШлЬхжЪСПСїЖЏЫйТЪКЭШлЬхЬхЛ§СїЖЏЫйТЪгыМєЧаЫйТЪгаЙиЁЃБОЪдбщжаЕФМєЧаЫйТЪдЖаЁгкЪЕМЪМгЙЄЪБЕФМєЧаЫйТЪЁЃвђДЫЃЌгЩБОЗНЗЈЕУЕНЕФИїжжШШЫмадЫмСЯЕФЪ§ОнВЛвЛЖЈгыЫќУЧдкЪЕМЪЪЙгУжаЕФадФмгаЙиЁЃСНжжЗНЗЈдкжЪСППижЦжаЖМЪЧгагУЕФЁЃ
2ЁЂв§гУБъзМЃК
ЯТСаБъзМЫљАќКЌЕФЬѕЮФЃЌЭЈЙ§дкБОБъзМжав§гУЖјЙЙГЩЮЊБОБъзМЕФЬѕЮФЁЃБОБъзМГіАцЪБЃЌЫљЪОАцБООљЮЊЁЃЫљгаБъзМЖМЛсБЛаоЖЉЃЌЪЙгУБОБъзМЕФИїЗНгІЬНЬжЪЙгУЯТСаБъзМАцБОЕФПЩФмадЁЃ
GB/T 1031—1995 БэУцДжВкЖШ ВЮЪ§МАЦфЪ§жЕЃЈneq ISO 468ЃК1982ЃЉ
3ЁЂвЧЦїЃК
3.1 жївЊвЧЦї
3.1.1 БОвЧЦїЛљБОЩЯЪЧвЛЬЈдкЩшЖЈЮТЖШЬѕМўЯТВйзїЕФМЗГіЪНЫмЖШвЧЃЌЛљБОНсЙЙШчЭМ1ЫљЪОЁЃШШЫмадВФСЯзАдкДЙжБСЯЭВжаЃЌдкГаЪмИККЩЕФЛюШћзїгУЯТОБъзМПкФЃМЗГіЁЃИУвЧЦїгЩЯТСаБивЊВПМўзщГЩЃК
3.1.2 СЯЭВЃКЙЬЖЈдкДЙжБЮЛжУЃЌгЩФмЙЛдкМгШШЬхЯЕДяЕНЕФИпЮТЖШЯТПЙФЅЫ№КЭПЙИЏЪДЕФВФСЯжЦГЩЃЌЖјЧвгыБЛВтбљЦЗВЛЗЂЩњЗДгІЃЌЖдФГаЉЬиЪтВФСЯЃЌВтЪдЮТЖШвЊЧѓФмДяЕН450ЁцЁЃСЯЭВГЄЖШЮЊ115ЁЋ180mmЃЌФкОЖЃК9.550mm±0.025mmЁЃЕзВПЕФОјШШгІЪЙН№ЪєБЉТЖУцЛ§аЁгк4cm2ЃЌНЈвщгУШ§бѕЛЏЖўТСЬеДЩЯЫЮЌЛђЫћКЯЪЪВФСЯгУзїЕзВПОјШШВФСЯЃЌвдУтеГИНМЗГіЮяЁЃ
СЯЭВФкЬХгВЖШгІВЛаЁгк500ЃЈHV5ЁЋHV100ЃЉЮЌЪЯгВЖШЃЛБэУцДжВкЖШRaЃЈЫуЪѕЦНОљжЕЃЉгІаЁгк0.25μmЃЈGB/T 1031—1995ЃЉЃЛШчЙћашвЊЃЌПЩАВзАвЛИіЛюШћЕМЯђЬзЃЌвдМѕЩйвђЛюШћВЛЖджаЫљв§Ц№ЕФФІВСЃЌЪЙЪЕМЪИККЩгыБъГЦИККЩМфЕФЮѓВюВЛДѓгк±0.5%ЁЃ
3.1.3 ИжжЦЛюШћЃКЦфЙЄзїГЄЖШгІВЛЖЬгкСЯЭВГЄЖШЃЌгІгавЛИіГЄ6.35mm±0.10mmЕФЛюШћЭЗЃЌЛюШћЭЗжБОЖгІБШСЯЭВФкОЖаЁ0.075mm±0.010mmЃЌЩЯВПБпдЕгІЙтЛЌЃЌЛюШћЭЗЩЯВПЕФЛюШћИЫжБОЖгІЫѕаЁжСДѓдМ9mmЁЃдкЛюШћЖЅВППЩМгвЛИіжљаЮТнЫЈвджЇГХПЩаЖШЅЕФИККЩэРТыЃЌЕЋЛюШћашКЭИККЩОјШШЁЃдкЛюШћИЫЩЯгІПЬгаСНЬѕЯрОр30mmЕФЛЗаЮЯИВЮееБъЯпЃЌЕБЛюШћЭЗЕзВПгыФЃПкЩЯВПЯрОр20mmЪБЃЌЩЯБъЯпгыСЯЭВПкЦыЦНЃЌетСНЬѕБъЯпзїЮЊВтСПЪБЕФВЮееЕуЃЈМћ6.3КЭ7.4ЃЉЁЃ
ЮЊСЫвЧЦїдЫзЊСМКУЃЌСЯЭВКЭЛюШћгІВЩгУВЛЭЌгВЖШЕФВФСЯжЦГЩЃЌЮЊЗНБуЮЌаоКЭИќЛЛЃЌСЯЭВвЫгУНЯЛюШћИќгВЕФВФСЯжЦГЩЁЃ
ЛюШћПЩвджаПеЃЌвВПЩвдЪЕаФЁЃдкЪЙгУаЁИККЩЪдбщЪБЃЌЛюШћгІИУЪЧПеаФЕФЃЌЗёдђПЩФмДяВЛЕНЙцЖЈЕФаЁИККЩЁЃЕБЪЙгУНЯДѓИККЩЪдбщЪБЃЌПеаФЛюШћЪЧВЛЪЪКЯЕФЃЌвђЮЊНЯДѓИККЩПЩФмЪЙЦфБфаЮЃЌгІЪЙгУЪЕаФЛюШћЃЌЛђЪЙгУОпгаЛюШћЕМГаЕФПеаФЛюШћЁЃШчЙћЪЙгУКѓепЃЌгЩгкетжжЛюШћИЫБШЭЈГЃЕФЛюШћИЫГЄЃЌгІШЗБЃбиЛюШћЕФШШЫ№ЪЇВЛЛсИФБфВФСЯЕФЪдбщЮТЖШЁЃ
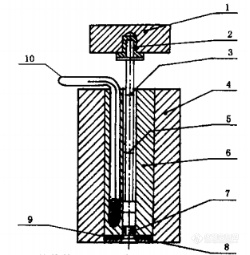
1—ПЩаЖИККЩЃЛ2—ОјШШЬхЃЛ3—ЩЯВЮееБъЯпЃЛ4—ОјШШЬхЃЛ5—ЯТВЮееБъЯпЃЛ
6—ИжЭВЃЛ7—ПкФЃЃЛ8—ОјШШАхЃЛ9—ПкФЃЕВАхЃЛ10—ПижЦЮТЖШМЦ
ЭМ1 ВтЖЈШлЬхСїЖЏЫйТЪЕФЕфаЭзАжУ
3.1.4 ЮТЖШПижЦЯЕЭГ
ЖдгкШЮКЮЩшЖЈЕФСЯЭВЮТЖШЃЌдкећИіЪдбщЙ§ГЬжаЃЌДгФЃПкЕНПЩдЪаэМгСЯИпЖШећИіЗЖЮЇФкЕФЮТЖШЖМгІЕУЕНПижЦЃЌдкЭВБкЫљВтЮТЖШЕФВювьВЛЕУГЌЙ§Бэ1ЙцЖЈЕФЗЖЮЇЁЃ
зЂЃКСЯЭВБкЮТПЩЭЈЙ§зАдкБкФкЕФВЌШШЕчХМЮТЖШМЦВтСПЃЌШчЙћвЧЦїЮДХфгаДЫРрзАжУЃЌдђИљОнЫљгУЮТЖШМЦЕФРраЭЃЌдкРыЭВБквЛЖЈОрРыЕФШлЬхжаВтЖЈЁЃ
ЮТЖШПижЦЯЕЭГгІдЪаэвд1ЁцЛђИќаЁЕФМфИєЩшжУЪдбщЮТЖШЁЃ
Бэ1 ЮТЖШЫцОрРыКЭЪБМфБфЛЏЕФДѓдЪВю
ЪдбщЮТЖШθЃЌЁц | ЮТЖШдЪВюЃЌЁц | |
ЫцОрРы | ЫцЪБМф | |
θ≤200 | ±1 | ±0.5 |
200<θ≤300 | ±1.5 | ±1.0 |
θЃО300 | ±2 | ±1.5 |
3.1.5 ПкФЃЃЌгЩЬМЛЏЮйЛђИпгВЖШИжжЦГЩЃЛГЄ8.00mm±0.025mmЃЛФкПзгІдВЖјжБЃЌФкОЖЮЊ2.095mmЧвОљдШЃЌЦфШЮКЮЮЛжУЕФЙЋВюгІдк±0.005mmЗЖЮЇФкЁЃ
ФкПзгВЖШгІВЛаЁгкЮЌЪЯгВЖШ500ЃЈHV5ЁЋHV100ЃЉЃЌБэУцДжВкЖШRaЃЈЫуЪѕЦНОљжЕЃЉгІаЁгк0.25μmЃЈGB/T 1031—1995ЃЉЁЃПкФЃВЛФмЭЛГігкСЯЭВЕзВПЃЈМћЭМ1ЃЉЃЌЦфФкПзБиаыАВзАЕУгыСЯЭВФкПзЭЌжсЁЃ
3.1.6 АВзАВЂБЃГжСЯЭВДЙжБЕФЗНЗЈ
вЛИіДЙжБгкСЯЭВжсЯпАВжУЕФЫЋЯђЦјХнЫЎЦНвЧКЭПЩЕївЧЦїжЇНХЪЪКЯЪЙСЯЭВБЃГжДЙжБЁЃ
зЂЃКетбљПЩБмУтЛюШћЪмЕНЙ§ЗжФІВСЛђдкДѓИККЩЯТЭфЧњЁЃвЛжжЩЯЖЫДјгаЫЎЦНвЧЕФЗТецЛюШћПЩгУгкМьВщСЯЭВЪЧЗёДЙжБЁЃ
3.1.7 ПЩаЖИККЩЃЌЮЛгкЛюШћЖЅВПЃЌгЩвЛзщПЩЕїНкэРТызщГЩЃЌетаЉэРТыгыЛюШћЫљзщКЯЕФжЪСППЩЕїНкЕНЫљбЁЖЈЕФБъГЦИККЩЃЌЖШДя0.5%ЁЃЖдгкНЯДѓИККЩЃЌПЩбЁгУЛњаЕМгдиИККЩзАжУЁЃ
3.2 ИНМў
3.2.1 ЭЈгУИНМў
3.2.1.1 НЋбљЦЗзАШыСЯЭВЕФзАжУЃЌгЩЮоФЅЫ№зїгУВФСЯжЦГЩЕФзАСЯИЫЁЃ
3.2.1.2 ЧхНрзАжУЁЃ
3.2.1.3 ВЃСЇЫЎвјЮТЖШМЦЃЈаЃзМЮТЖШМЦЃЉЛђЦфЫћЮТЖШВтСПзАжУЃЌдкАД5.1ЙцЖЈЕФЮТЖШМАНўУЛЬѕМўаЃе§ПиЮТЯЕЭГЪБЃЌФмНЋЮТЖШЕиаЃе§ЕН±0.5ЁцЁЃ
3.2.2 ЗНЗЈAЫљгУИНМў
3.22.1 ЧаЖЯЙЄОпЃЌгУгкЧаИюМЗГіЕФЪдбљЃЌПЩгУБпдЕЗцРћЕФЙЮЕЖЁЃ
3.2.2.2 УыБэЃЌжС±0.1sЁЃ
3.2.2.3 ЬьЦНЃЌжС±0.5mgЁЃ
3.2.3 ЗНЗЈBЫљгУИНМў
ВтСПзАжУЃКПЩздЖЏВтСПЛюШћвЦЖЏЕФОрРыКЭЪБМфЁЃ
4ЁЂЪдбљЃК
4.1 жЛвЊФмЙЛзАШыСЯЭВФкЬХЃЌЪдбљПЩЮЊШЮКЮаЮзДЃЌР§ШчЃКЗлСЯЁЂСЃСЯЛђБЁФЄЫщЦЌЁЃ
зЂЃКгааЉЗлзДВФСЯШєВЛОдЄЯШбЙжЦЃЌЪдбщЪБНЋВЛФмЕУЕНЮоЦјХнЕФаЁЬѕЁЃ
4.2 ЪдбщЧАгІАДееВФСЯЙцИёБъзМЃЌЖдВФСЯНјаазДЬЌЕїНкЃЌБивЊЪБЃЌЛЙгІНјааЮШЖЈЛЏДІРэЁЃ
5ЁЂвЧЦїЕФЮТЖШаЃе§ЁЂЧхЯДКЭЮЌЛЄЃК
5.1 ПиЮТЯЕЭГЕФаЃе§
5.1.1 ЮТЖШПижЦЯЕЭГЃЈ3.1.4ЃЉЕФадгІЖЈЦкаЃзМЁЃЮЊДЫЃЌЯШвЊЕїНкЮТЖШПижЦЯЕЭГЃЌЪЙПижЦЮТЖШМЦЯдЪОЕФСЯЭВЮТЖШКуЖЈдквЊЧѓЕФЮТЖШЁЃАбаЃзМЮТЖШМЦЃЈ3.2.1.3ЃЉдЄШШЕНЭЌбљЮТЖШЃЌШЛКѓНЋвЛаЉЪмЪдВФСЯЛђЬцДњВФСЯЃЈМћ5.1.2ЃЉАДЪдбщЪБЕФЭЌбљВНжшЃЈМћ6.2ЃЉМгШыСЯЭВЁЃВФСЯзАКУКѓЕШ4minЃЌНЋаЃзМЮТЖШМЦВхШыбљЦЗжаЃЌВЂУЛШыВФСЯЃЌжБЕНЫЎвјЧђЖЅЖЫРыПкФЃЩЯБэУц10mmЮЊжЙЁЃдйЙ§4ЁЋ10minЃЌгУаЃзМЮТЖШМЦгыПижЦЮТЖШМЦЖСЪ§ВюжЕРДаЃе§ПижЦЮТЖШМЦЫљЯдЪОЕФЮТЖШЁЃЛЙгІбиСЯЭВЗНЯђаЃзМЖрЕуЮТЖШЃЌвдУП10mmМфИєВтЖЈЪдСЯЮТЖШЃЌжБЕНРыПкФЃЩЯБэУц60mmЕФЕуЮЊжЙЁЃСНИіжЕЕФДѓЦЋВюгІЗћКЯБэ1ЙцЖЈЁЃ
5.1.2 ЮТЖШаЃе§ЪБбЁгУЕФВФСЯБиаыФмЙЛГфЗжСїЖЏЃЌвдЪЙЫЎвјЮТЖШМЦЕФЧђдкВхШыЪБВЛжСгУСІЙ§ДѓЖјЪмЕНЫ№ЛЕЃЌдкаЃе§ЮТЖШЪБЃЌШлЬхСїЖЏЫйТЪ(MFR)Дѓгк45g/10minЃЈ2.16kgИККЩЃЉЕФВФСЯЪЧКЯЪЪЕФЁЃ
ШчЙћЮТЖШаЃе§ЪБЪЙгУФГжжВФСЯДњЬцНЯеГГэЕФЪмЪдВФСЯЃЌдђЬцДњВФСЯЕФЕМШШадгІгыЪмЪдВФСЯ*ЃЌвдЪЙЫќУЧгаЯрЫЦЕФШШааЮЊЁЃЮТЖШаЃе§ЪБЕФМгСЯСПгІФмЪЙаЃе§ЮТЖШМЦИЫгазуЙЛГЄЖШВхШыЦфжаЃЌвдЪЙВтСПЁЃетПЩЭЈЙ§ШЁГіаЃе§ЮТЖШМЦЁЂМьВщВФСЯдкЮТЖШМЦИЫЩЯЕФеГИВИпЖШРДШЗЖЈЁЃ
5.2 вЧЦїЧхЯД
УПДЮВтЪдвдКѓЃЌЖМвЊАбвЧЦїЧхЯДЃЌСЯЭВПЩгУВМЦЌВСОЛ,ЛюШћгІГУШШгУВМВСОЛЃЌПкФЃПЩвдгУНєХфКЯЕФЛЦЭНЪЕЖЛђФОЖЄЧхРэЁЃвВПЩвддкдМ550ЁцЕФЕЊЦјЛЗОГЯТгУШШСбНтЕФЗНЗЈЧхЯДЁЃЕЋВЛФмЪЙгУФЅСЯМАПЩФмЛсЫ№ЩЫСЯЭВЁЂЛюШћКЭПкФЃБэУцЕФРрЫЦВФСЯЁЃБиаызЂвтЃЌЫљгУЕФЧхЯДГЬађВЛФмгАЯьПкФЃГпДчКЭБэУцДжВкЖШЁЃ
ШчЙћЪЙгУШмМСЧхЯДСЯЭВЃЌвЊзЂвтЦфЖдЯТвЛВНВтЪдПЩФмВњЩњЕФгАЯьгІЪЧПЩКіТдВЛМЦЕФЁЃ
зЂЃКНЈвщЖдГЃгУвЧЦїдкНЯЖЬЪБМфМфИєЃЌР§ШчУПжмвЛДЮЃЌНЋШчЭМ1АВзАЕФОјШШАхКЭПкФЃЕВАхВ№ЯТЃЌЖдСЯЭВНјааЧхЯДЁЃ
6ЁЂЗНЗЈAЃК
6.1 ЧхЯДвЧЦїЃЈМћ5.2ЃЉЁЃдкПЊЪМзівЛзщЪдбщЧАЃЌвЊСЯЭВ(3.1.2)дкбЁЖЈЮТЖШКуЮТВЛЩйгк15minЁЃ
6.2 ИљОндЄЯШЙРМЦЕФСїЖЏЫйТЪЃЌНЋ3ЁЋ8gбљЦЗзАШыСЯЭВЃЈМћБэ2ЃЉЁЃзАСЯЪБЃЌгУЪжГжзАСЯИЫ(3.2.1.1)бЙЪЕбљСЯЁЃЖдгкбѕЛЏНЕНтУєИаЕФВФСЯЃЌзАСЯЪБгІОЁПЩФмБмУтНгДЅПеЦјЃЌВЂдк1minФкЭъГЩзАСЯЙ§ГЬЁЃИљОнВФСЯЕФСїЖЏЫйТЪЃЌНЋМгИККЩЛђЮДМгИККЩЕФЛюШћЗХШыСЯЭВЁЃ
ШчЙћВФСЯЕФШлЬхСїЖЏЫйТЪИпгк10g/10minЃЌдкдЄШШЙ§ГЬжаЪдбљЕФЫ№ЪЇОЭВЛФмКіЪгЁЃдкетжжЧщПіЯТЃЌдЄШШЪБОЭвЊгУВЛМгИККЩЛђжЛМгаЁИККЩЕФЛюШћЃЌжБЕН4minдЄШШЦкНсЪјдйАбИККЩИФБфЮЊЫљашвЊЕФИККЩЁЃЕБШлЬхСїЖЏЫйТЪЗЧГЃИпЪБЃЌдђашвЊЪЙгУПкФЃШћЁЃ
Бэ2
ШлЬхСїЖЏЫйТЪ1ЃЉЃЌg/10min | СЯЭВжабљЦЗжЪ2ЃЉЃЌg | МЗГіЮяЧаЖЯЪБМфМфИєЃЌs |
0.1ЁЋ0.5 | 3ЁЋ5 | 240 |
ЃО0.5ЁЋ1 | 4ЁЋ6 | 120 |
ЃО1ЁЋ3.5 | 4ЁЋ6 | 60 |
ЃО3.5ЁЋ10 | 6ЁЋ8 | 30 |
ЃО10 | 6ЁЋ8 | 5ЁЋ153ЃЉ |
1ЃЉШчЙћБОЪдбщжаЫљВтЕУЕФЪ§жЕаЁгк0.1g/10minЛђДѓгк100g/10minЃЌНЈвщВЛВтШлЬхСїЖЏЫйТЪЁЃ 2ЃЉЕБВФСЯУмЖШДѓгк1.0g/cm3ЪБЃЌПЩФмашдіМгЪдбљСПЁЃ 3ЃЉЕБВтЖЈMFRДѓгк25g/10minЕФВФСЯЪБЃЌЮЊСЫЛёЕУзуЙЛЕФдйЯжадЃЌПЩФмашвЊЖдаЁгк0.1sЕФЧаЖЮЪБМфМфИєНјааздЖЏПижЦКЭВтСПЛђЪЙгУЗНЗЈB | ||
6.3 дкзАСЯЭъГЩКѓ4minЃЌЮТЖШгІЛжИДЕНЫљбЁЖЈЕФЮТЖШЃЌШчЙћдРДУЛгаМгИККЩЛђИККЩВЛзуЕФЃЌДЫЪБгІАббЁЖЈЕФИККЩМгЕНЛюШћЩЯЁЃШУЛюШћдкжиСІЕФзїгУЯТЯТНЕЃЌжБЕНМЗГіУЛгаЦјХнЕФЯИЬѕЃЌИљОнВФСЯЕФЪЕМЪеГЖШЃЌетИіЯжЯѓПЩФмдкМгИККЩЧАЛђМгИККЩКѓГіЯжЁЃетИіВйзїЪБМфВЛгІГЌЙ§1minЁЃгУЧаЖЯЙЄОп(3.2.2.1)ЧаЖЯМЗГіЮяВЂЖЊЦњЁЃШЛКѓШУМгИККЩЕФЛюШћдкжиСІзїгУЯТМЬајЯТНЕЁЃЕБЯТБъЯпЕНДяСЯЭВЖЅУцЪБЃЌПЊЪМгУУыБэ(3.2.2.2)МЦЪБЃЌЭЌЪБгУЧаЖЯЙЄОпЧаЖЯМЗГіЮяВЂЖЊЦњжЎЁЃ
ШЛКѓЃЌж№вЛЪеМЏАДвЛЖЈЪБМфМфИєЕФМЗГіЮяЧаЖЮЃЌвдВтЖЈМЗГіЫйТЪЃЌЧаЖЮЪБМфМфИєШЁОігкШлЬхСїЖЏЫйТЪЃЌУПЬѕЧаЖЮЕФГЄЖШгІВЛЖЬгк10mmЃЌЮЊ10ЁЋ20mmЃЌБъзМЪБМфМфИєМћБэ2ЁЃ
ЖдгкMFRЃЈКЭMVRЃЉНЯаЁКЭЃЈЛђЃЉФЃПкХђеЭНЯИпЕФВФСЯЃЌдк240sЕФДѓЧаЖЮМфИєФкЃЌПЩФмФбгкЛёЕУВЛаЁгк10mmЕФЧаЖЮГЄЖШЁЃдкетжжЧщПіЯТЃЌжЛгадк240sФкЕУЕНЕФУПИіЧаЖЮжЪСПДяЕН0.04gвдЩЯЪБЃЌВХФмЪЙгУЗНЗЈAЃЌЗёдђгІЪЙгУЗНЗЈBЁЃ
ЕБЛюШћИЫЕФЩЯБъЯпДяЕНСЯЭВЖЅУцЪБЭЃжЙЧаИюЁЃЖЊЦњгаШтблПЩМћЦјХнЕФЧаЖЮЁЃРфШДКѓЃЌНЋБЃСєЯТЕФЧаЖЮЃЈжСЩй3ИіЃЉж№вЛГЦСПЃЌЕН1mgЃЌМЦЫуЫќУЧЕФЦНОљжЪСПЁЃШчЙћЕЅИіГЦСПжЕжаЕФДѓжЕКЭаЁжЕжЎВюГЌЙ§ЦНОљжЕЕФ15%ЃЌдђЩсЦњИУзщЪ§ОнЃЌВЂгУаТбљЦЗжизіЪдбщЁЃ
ДгзАСЯЕНЧаЖЯКѓвЛИібљЬѕЕФЪБМфВЛгІГЌЙ§25minЁЃ
7ЁЂЗНЗЈBЃК
7.1 ддђ
ШлЬхжЪСПСїЖЏЫйТЪ(MFR)КЭШлЬхЬхЛ§СїЖЏЫйТЪ(MVR)ЕФВтЖЈВЩгУШчЯТСНЬѕддђЃК
aЃЉВтЖЈдкЙцЖЈЪБМфФкЛюШћвЦЖЏЕФОрРыЃЛ
bЃЉВтЖЈЛюШћвЦЖЏЙцЖЈОрРыЫљгУЕФЪБМфЁЃ
7.2 *ВтСПЖШ
ЮЊЪЙНщгк0.1ЁЋ50g/10minЕФMFRЛђНщгк0.1ЁЋ50cm3/10minЕФMVRВтЖЈгажиИДадЃЌЛюШћЮЛвЦВтСПгІЕНЭС0.1mmЃЌЪБМфВтСПгІЕН0.1sЁЃ
7.3 ВйзїзМБИ
АДееЗНЗЈAжа6.1ЕН6.3ЃЈЕНЖЮФЉЃЉЙцЖЈНјааЁЃ
7.4 ВтЖЈ
7.4.1 ЕБЯТБъЯпДяЕНСЯЭВЖЅУцЪБЃЌПЊЪМздЖЏВтЖЈЁЃ
7.4.2АДЯТЪіНјааВтЖЈЃК
aЃЉШчЙћВЩгУ7.1aЃЉЕФддђЃЌВтСПЛюШћдкдЄЖЈЪБМфФкЕФвЦЖЏОрРыЃЛ
bЃЉШчЙћВЩгУ7.1bЃЉЕФддђЃЌВтСПЛюШћвЦЖЏЙцЖЈОрРыЫљашЕФЪБМфЁЃ
ЕБЛюШћИЫЩЯБъЯпДяЕНСЯЭВЖЅУцЪБЭЃжЙВтСПЁЃ
7.4.3 ДгМгСЯПЊЪМЕНВтЕУКѓвЛИіЪ§ОнЕФЪБМфВЛЕУГЌЙ§25minЁЃ
7.5 НсЙћБэЪО
8ЁЂСїЖЏЫйТЪБШ(FRR)ЃК
СНИіMFRЃЈЛђMVRЃЉжЕжЎМфЕФЙиЯЕГЦЮЊСїЖЏЫйТЪБШЃЌШчЙЋЪНЃЈ5ЃЉЫљЪОЃК

вЛАугУРДБэеїВФСЯЗжзгСПЗжВМЖдЦфСїБфааЮЊЕФгАЯьЁЃ
зЂЃКгУгкВтЖЈСїЖЏЫйТЪБШЕФЬѕМўЃЌСадкЯргІЕФВФСЯБъзМжаЁЃ
9ЁЂОЋУмЖШЃК
гУБОЗНЗЈВтСПЬиЖЈВФСЯЪБЃЌгІПМТЧЕМжТНЕЕЭжиИДадЕФвђЫиЃЌетаЉвђЫиАќРЈЃК
aЃЉдкдЄШШЛђЪдбщЪБЃЌгЩгкВФСЯЕФШШНЕНтЛђНЛСЊЃЌЛсв§Ц№ШлЬхСїЖЏЫйТЪЕФБфЛЏЃЈашвЊГЄЪБМфдЄШШЕФЗлзДВФСЯЖдДЫгАЯьИќУєИаЃЌдкФГаЉЧщПіЃЌашвЊМгШыЮШЖЈМСвдМѕаЁетжжБфЛЏЃЉЁЃ
bЃЉЖдЬюГфЛђдіЧПВФСЯЃЌЬюСЯЕФЗжВМзДПіЛђШЁЯђПЩгАЯьШлЬхСїЖЏЫйТЪЁЃ
вђЩаЮДЛёЕУЪЕбщЪвМфЪдбщЪ§ОнЃЌБОЗНЗЈЕФОЋУмЖШЩаВЛФмШЗЖЈЁЃвђЩцМАЕФВФСЯКмЖрЃЌгУЕЅвЛЕФОЋУмЖШРДУшЪіЪЧВЛКЯЪЪЕФЃЌЕЋ±10%ЕФБфвьЯЕЪ§ЪЧПЩЦкЭћЕФЁЃ
10ЁЂЪдбщБЈИцЃК
ЪдбщБЈИцгІАќРЈШчЯТМИИіВПЗжЃК
aЃЉзЂУїВЮееБОБъзМЃЛ
bЃЉЪдбљЕФЯъЯИЫЕУїЃЌАќРЈзАШыСЯЭВЪБЕФЮяРэаЮзДЃЛ
cЃЉзДЬЌЕїНкЕФЯъЯИЫЕУїЃЛ
dЃЉЮШЖЈЛЏДІРэЕФЯъЯИЫЕУїЃЈМћ4.2ЃЉ
eЃЉЪдбщжаЫљгУЮТЖШКЭИККЩЃЛ
fЃЉЖдгкЗНЗЈAЃЌЧаЖЮжЪСПКЭЧаЖЮЪБМфМфИєЃЛЖдгкЗНЗЈBЃЌдЄЖЈЕФЪБМфЛђЛюШћвЦЖЏОрРыЃЌвдМАЖдгІЕФЛюШћвЦЖЏОрРыЛђЫљгУЪБМфЕФВтЖЈжЕЃЛ
gЃЉШлЬхжЪСПСїЖЏЫйТЪЃЌg/10minЃЛЛђШлЬхЬхЛ§СїЖЏЫйТЪЃЌcm3/10minЁЃНсЙћБэЪОШЁСНЮЛЪ§зжЃЌЃЈЕБЛёЕУЖрИіВтЖЈжЕЪБЃЌгІБЈИцЫљгаЕЅИіВтЖЈжЕЃЉЃЛ
hЃЉашвЊЪБЃЌБЈИцСїЖЏЫйТЪБШ(FRR)ЃЛ
iЃЉБЈИцЪдбљЕФШЮКЮвьГЃЧщПіЃЌР§ШчБфЩЋЁЂЗЂеГЁЂМЗГіЮяХЄЧњЛђШлЬхСїЖЏЫйТЪЕФвьГЃБфЛЏЃЛ
jЃЉЪдбщШеЦкЁЃ
ЯрЙиаЭКХЃК
XNR-400AШШЫмадЫмСЯШлЬхСїЖЏЫйТЪВтЖЈвЧ
XNR-400BШШЫмадЫмСЯШлЬхСїЖЏЫйТЪВтЖЈвЧ
XNR-400WШШЫмадЫмСЯШлЬхСїЖЏЫйТЪВтЪдвЧ
?XNR-400GШШЫмадЫмСЯШлЬхСїЖЏЫйТЪВтЪдвЧ
?XNR-400CШШЫмадЫмСЯШлЬхСїЖЏЫйТЪВтЪдвЧ




