您的位置:首页 > 产品展厅 > 通用机械 > 液压元件 > 液压整机 > 胶管缩管机的应用原理


缩管机是在常态下对管件端面进行扩管及缩管,由集成控制的触控显示荧屏控制的液压全自动管端加工机械,更换模具可对管件进行扩管、缩管、鼓包、镦筋等管端加工成型,可根据用户需要自由决定采用手动、点动或自动的加工形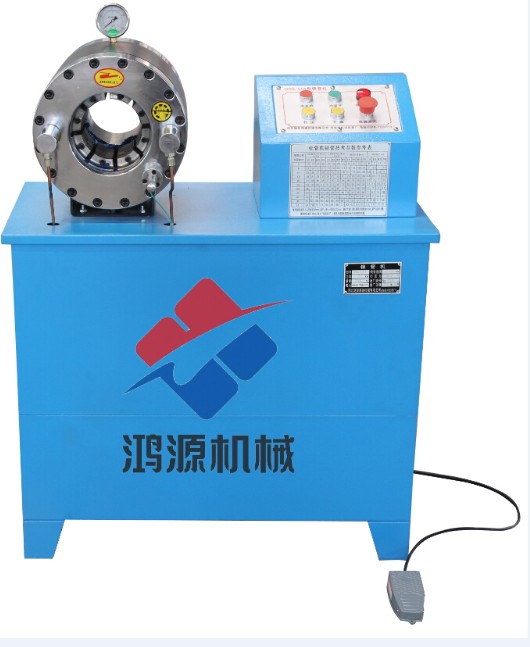
机床由油箱、床身、滑块、主油缸、模具芯杆(选用)、限位油缸、压紧油缸、夹紧模具及轴向定位油缸、轴向定位角铁等主要零件组成。
管材缩口是将管坯端部直径缩小的成型工艺。管坯在轴向力作用进入变形区,在变形区内产生切向收缩的缩口塑性变形,然后进入稳定区,最终形成缩小的端部直径。
管材扩口是将管坯端部直径扩大的一种成形工艺,扩口形状可为锥形、筒形,管坯在轴向力作用下进入变形区,在变形区内产生切向拉伸的扩口塑性变形,然后进入稳定变形区,最终成形。 通过在主油缸回路上设置管式节流阀,从而可以调节主油缸 的工作速度;压紧油缸回路上设置叠加式液控单向阀,从而保证了模具夹紧过程中不松动;移位油缸、限位油缸、轴向定位油缸回路上均设置了叠加式双向节流阀,可调整上述油缸的双向运动速度。其中移位油缸和限位油缸配合使用转换工位,从而使工位转换方便和精确,确保管件加工质量。
的工作速度;压紧油缸回路上设置叠加式液控单向阀,从而保证了模具夹紧过程中不松动;移位油缸、限位油缸、轴向定位油缸回路上均设置了叠加式双向节流阀,可调整上述油缸的双向运动速度。其中移位油缸和限位油缸配合使用转换工位,从而使工位转换方便和精确,确保管件加工质量。
使用方法
构造:用槽钢焊一个地盘,动力端装有电机、减速机、卡头(卡管子用,可用车床卡盘代替)。另一端安装支撑座(可打开的),支撑座上外端固定一个加热环(8-10个喷嘴,用气焊靠抢嘴焊在一个铜管环上)。最外边是一个活动的支架,上面安装一个合金模具。
使用方法:将管子固定在缩管机上,打开加热器(环)。待温度达到后,推动合金模具,管头形状即达到要求。整个过程约15分钟。
缩管机用途:
钢管缩管机主要用于建筑工地,车棚,蚊帐,衣架,蔬菜大棚,脚手架钢管,桌椅,制造等行业,针对钢管,铁管,方管,圆管,镀锌管,不锈钢管进行缩径 扩颈加工,几秒钟便可将一根钢管缩颈到需要的大小,使用方便,安全可靠。
缩管机又叫缩径机,压管机,锁管机,扣管机,扩管机等。该机是在压力作用下使金属接头产生变形,从而平稳、精确地达到需要钢管外径的一款设备。常用有:脚手架钢管缩管机,主要针对工地48/50钢管缩径,可代替顶托丝杠连接,针对一些小型不锈钢管,镀锌管可采用单头液压缩管机,该机缩管精度高,对钢管表面无损伤,双缸驱动,缩管很快,更换模具后可对钢管扩径和缩径。
缩管机是在常态下对管件端面进行扩管及缩管,由集成控制的触控显示荧屏控制的液压全自动管端加工机械,更换模具可对管件进行扩管、缩管、鼓包、镦筋等管端加工成型,可根据用户需要自由决定采用手动、点动或自动的加工形
机床由油箱、床身、滑块、主油缸、模具芯杆(选用)、限位油缸、压紧油缸、夹紧模具及轴向定位油缸、轴向定位角铁等主要零件组成。
管材缩口是将管坯端部直径缩小的成型工艺。管坯在轴向力作用进入变形区,在变形区内产生切向收缩的缩口塑性变形,然后进入稳定区,最终形成缩小的端部直径。
管材扩口是将管坯端部直径扩大的一种成形工艺,扩口形状可为锥形、筒形,管坯在轴向力作用下进入变形区,在变形区内产生切向拉伸的扩口塑性变形,然后进入稳定变形区,最终成形。 通过在主油缸回路上设置管式节流阀,从而可以调节主油缸的工作速度;压紧油缸回路上设置叠加式液控单向阀,从而保证了模具夹紧过程中不松动;移位油缸、限位油缸、轴向定位油缸回路上均设置了叠加式双向节流阀,可调整上述油缸的双向运动速度。其中移位油缸和限位油缸配合使用转换工位,从而使工位转换方便和精确,确保管件加工质量。
使用方法
构造:用槽钢焊一个地盘,动力端装有电机、减速机、卡头(卡管子用,可用车床卡盘代替)。另一端安装支撑座(可打开的),支撑座上外端固定一个加热环(8-10个喷嘴,用气焊靠抢嘴焊在一个铜管环上)。最外边是一个活动的支架,上面安装一个合金模具。
使用方法:将管子固定在缩管机上,打开加热器(环)。待温度达到后,推动合金模具,管头形状即达到要求。整个过程约15分钟。
缩管机用途:
钢管缩管机主要用于建筑工地,车棚,蚊帐,衣架,蔬菜大棚,脚手架钢管,桌椅,制造等行业,针对钢管,铁管,方管,圆管,镀锌管,不锈钢管进行缩径 扩颈加工,几秒钟便可将一根钢管缩颈到需要的大小,使用方便,安全可靠。
缩管机又叫缩径机,压管机,锁管机,扣管机,扩管机等。该机是在压力作用下使金属接头产生变形,从而平稳、精确地达到需要钢管外径的一款设备。常用有:脚手架钢管缩管机,主要针对工地48/50钢管缩径,可代替顶托丝杠连接,针对一些小型不锈钢管,镀锌管可采用单头液压缩管机,该机缩管精度高,对钢管表面无损伤,双缸驱动,缩管很快,更换模具后可对钢管扩径和缩径。
缩管机是在常态下对管件端面进行扩管及缩管,由集成控制的触控显示荧屏控制的液压全自动管端加工机械,更换模具可对管件进行扩管、缩管、鼓包、镦筋等管端加工成型,可根据用户需要自由决定采用手动、点动或自动的加工形
机床由油箱、床身、滑块、主油缸、模具芯杆(选用)、限位油缸、压紧油缸、夹紧模具及轴向定位油缸、轴向定位角铁等主要零件组成。
管材缩口是将管坯端部直径缩小的成型工艺。管坯在轴向力作用进入变形区,在变形区内产生切向收缩的缩口塑性变形,然后进入稳定区,最终形成缩小的端部直径。
管材扩口是将管坯端部直径扩大的一种成形工艺,扩口形状可为锥形、筒形,管坯在轴向力作用下进入变形区,在变形区内产生切向拉伸的扩口塑性变形,然后进入稳定变形区,最终成形。 通过在主油缸回路上设置管式节流阀,从而可以调节主油缸的工作速度;压紧油缸回路上设置叠加式液控单向阀,从而保证了模具夹紧过程中不松动;移位油缸、限位油缸、轴向定位油缸回路上均设置了叠加式双向节流阀,可调整上述油缸的双向运动速度。其中移位油缸和限位油缸配合使用转换工位,从而使工位转换方便和精确,确保管件加工质量。
使用方法
构造:用槽钢焊一个地盘,动力端装有电机、减速机、卡头(卡管子用,可用车床卡盘代替)。另一端安装支撑座(可打开的),支撑座上外端固定一个加热环(8-10个喷嘴,用气焊靠抢嘴焊在一个铜管环上)。最外边是一个活动的支架,上面安装一个合金模具。
使用方法:将管子固定在缩管机上,打开加热器(环)。待温度达到后,推动合金模具,管头形状即达到要求。整个过程约15分钟。
缩管机用途:
钢管缩管机主要用于建筑工地,车棚,蚊帐,衣架,蔬菜大棚,脚手架钢管,桌椅,制造等行业,针对钢管,铁管,方管,圆管,镀锌管,不锈钢管进行缩径 扩颈加工,几秒钟便可将一根钢管缩颈到需要的大小,使用方便,安全可靠。
缩管机又叫缩径机,压管机,锁管机,扣管机,扩管机等。该机是在压力作用下使金属接头产生变形,从而平稳、精确地达到需要钢管外径的一款设备。常用有:脚手架钢管缩管机,主要针对工地48/50钢管缩径,可代替顶托丝杠连接,针对一些小型不锈钢管,镀锌管可采用单头液压缩管机,该机缩管精度高,对钢管表面无损伤,双缸驱动,缩管很快,更换模具后可对钢管扩径和缩径。
锁管机也叫胶管锁口机,胶管锁扣机,胶管锁扣机,主要由扣压机构、电机、齿轮泵、控制阀和油箱组成。适用于对机械工程中高压胶管总成的扣压加工,也可扣压双向弯头、特大弯头及异型头。
① 凡本网注明"来源:易推广"的所有作品,版权均属于易推广,未经本网授权不得转载、摘编或利用其它方式使用。已获本网授权的作品,应在授权范围内
使用,并注明"来源:易推广"。违者本网将追究相关法律责任。② 本网凡注明"来源:xxx(非本网)"的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责,且不承担此 类作品侵权行为的直接责任及连带责任。如其他媒体、网站或个人从本网下载使用 ,必须保留本网注明的"稿件来源",并自负版权等法律责任。
③ 如涉及作品内容、版权等问题,请在作品发表之日起两周内与本网联系,否则视为放弃相关权利。
④易推广页面显示产品信息均由企业自主发布,信息内容真实性、准确性与合法性由相关企业负责,易推广对此不承担任何责任,如遇非法或侵权信息欢迎监督,请联系QQ:1273397930或者发邮件至:1273397930@qq.com,如有确实证件证明属实,本站将对其删除处理,谢谢!
⑤ 本信息由注册会员:衡水鸿源机械有限公司发布并且负责版权等法律责任。

易推广客服微信




