您的位置:首页 > 技术文献 > 解决方案 > 如何制作硅胶模具?
![]()
![]()
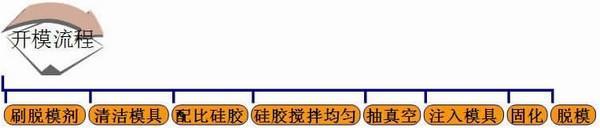
硅胶模具有三种开模方式:包模(灌注模),涮模(片模)。模具硅胶是流动的白色液体,分两二组:A组是硅胶,B是固化剂,例如100克硅胶加入2-3%固化剂搅拌均匀,即可进行如下操作:
★具体操作说明
1.模种处理,工具物料准备
模种必须是完好无损的,经过打磨抛光处理。所要用的硅胶物料、容器、搅拌工具等准备好
2.A、B两组分混合配比
用电子称准确称量硅胶及固化剂,如100克硅胶,加入2-3克固化剂, 将硅胶与固化剂搅拌均匀,模具硅胶外观是流动的液体,A组份是硅胶,B组份是固化剂。(注:硅胶与固化剂一定要搅拌均匀,如果没有搅拌均匀,模具会出现一块已经固化,一块没有固化,甚至造成模具报废状况)。
3.抽真空排气泡处理
硅胶与固化剂搅拌均匀后,进行抽真空排气泡环节,抽真空的时间不宜太久,正常情况下,不要超过十分钟,抽真空时间太久,硅胶会产生了交联反应,使硅胶变成一块一块的,无法进行灌注或涂刷,这样就浪费了硅胶,只有把硅胶倒入垃圾桶,重新再取硅胶来做。
4.灌注或刷模操作
开模具方式有包模、刷模(分片模、立体模、平面模)、灌注模
刷模(片模):一般刷三层式根据模具要求多层,第一层刷在模种上抽真空,刷到位。第二层贴纱布,第三层再涂上硅胶,这样固化成型。

具体如下:
先把要复制的产品或模型涂刷上一层脱模剂,或隔制剂,然后把取一定的量硅胶和固化剂(好用电子称来称量),拌搅均匀,进行抽空,抽空时间不要太长.硅胶涂刷在产品上面(注:一定要涂抹均匀)等待30分钟后,胶体会发生胶联反应,这样再均匀刷第二层硅胶,这时将表面粘贴一层纱布或玻璃纤纬布来增加强度,然后再涂刷第三层硅胶等硅胶干燥后,再做外模,外模可以使用石膏或树脂等材料。
备注:涂刷一层硅胶以后,好是等硅胶交联时再涂刷一层硅胶,而不是立即粘贴纱布或是玻纤布,原因是:一般涂刷的比较薄,特别是玻纤布比较硬,容易使模具里层比光滑,从而影响复制产品的效果。
包模(灌注模)的操作方法:
比较光滑或简单的产品,用胶板或玻璃板围起来,取一定的硅胶与固化剂进行拌搅均匀,将抽过真空的硅胶直接倒入产品上面,待硅胶干燥成型后,取出产品,模具就成型了(注:包模一般采用硬度比较软的硅胶来做模,这样脱模比较容易,不会损坏硅胶模具里面的产品)。
外模的制作方法:
一般采用的方法和材料是将模具四周,用胶板或木板围起来,一采用石膏将模柜灌满就可以了,另一种采用树脂涂刷的方式,涂刷一层树脂就粘贴一层玻纤布,在涂刷粘贴,反复两三层就可以了。
备注:做片模一定要做外模,因为片模做的模具比较容,易变形,做个外模防止模具变形。
★注意事项
(1)处理好模种
先把原始模型或要复制的产品处理好,如你要复制的产品或模具没有经过打磨或抛光,模型或产品不够光滑或完美,用硅胶做出的产品就达不到要求。在开模要对模种进行处理,如模种表面比较粗燥或做很复杂的模具,一定要认真打磨光滑清洗干净。然后再均匀刷上脱模剂。常用的脱模剂有凡士林、洗洁精、肥皂水、液体石蜡等,实际操作中可根据模种的材质涂刷不同的脱模剂。
(2)重量比例要准确
A组硅胶,B组固化剂,固化剂一般添加量为2%-3%。例:如100克硅胶就需2克固化剂,将固化剂加入硅胶中搅拌均匀(注:硅胶和固化剂一定要在电子称上称准确,测量无误。如果是用量杯,每次量要检查量杯是否干净。)根据当地气温情况:25度左右可以按此比例添加固化剂;如当地温度在10度左右,固化剂添加量多为5%,如当地温度在-5度左右,固化剂与硅胶不发生反应,不会固化;如当地温度在38-45度时,固化剂添加量为1%。
注意:固化剂添加量大不超过5%,超过5%固化剂时间太快,无法正常使用,造成硅胶报废,并且固化剂过量,收缩率也会增大。
(3)硅胶与固化剂搅拌均匀
硅胶外观是流动的液体,A组份是硅胶,B组份是固化剂。例:取100克硅胶,加入2克固化剂(注:硅胶与固化剂一定要搅拌均匀,如果没有搅拌均匀,模具会出现一块已经固化,一块没有固化,硅胶会出现干燥固化不均匀的状况就会影响硅胶模具的使用寿命及翻模次数,甚至造成模具报废状况。
(4)现列出固化剂与硅胶(矽胶)配比的反应情况(在常温25℃)
①固化剂加量1%,2.5小时胶体还在流动,8--12小时可以脱模。
②固化剂加量2%,40分钟至1小时胶体还会流动,2--3小时可以脱模。
③固化剂加量3%,28--30分钟胶体还在流动,1.5--2小时可以脱模。
④固化剂加量4%,10--15分钟胶体还在流动,1--1.5小时可以脱模。
(注:◆固化剂量过多会增大硅胶的收缩率。
◆固化剂添加量大不超过5%,超过5%固化剂时间太快,无法正常使用,造成硅胶报废
◆此硅胶为缩合型硅胶,不建议加高温固化,不然会影响产品的性能。)。
(5)做好模具好放置24个小时后使用,这样模具各方面的性能会很稳定,增加翻模次数。
① 凡本网注明"来源:易推广"的所有作品,版权均属于易推广,未经本网授权不得转载、摘编或利用其它方式使用。已获本网授权的作品,应在授权范围内
使用,并注明"来源:易推广"。违者本网将追究相关法律责任。② 本信息由注册会员:深圳市红叶杰科技有限公司 发布并且负责版权等法律责任。

易推广客服微信



